


Whether you are going ringless or using a metal ring with a liner, it's important to prepare the casting ring correctly to avoid casting or pressing issues. Each type of ring has certain parameters you should consider before investing. Don’t fall victim to these common pitfalls when investing casting rings:
Pitfall: The use of petrolatum (Vaseline) in ringless casting.
How to avoid it: The problem comes from the exothermic (heat) reaction of the setting investment when it contacts the petrolatum. As the investment heats up during setting, the area that contacts the petrolatum changes its chemistry, and the surface is weakened. Many times this can result in cracked - or worse yet - exploding rings. A better option would be to use a silicone spray to ease the removal of the set investment.
Pitfall: Using the incorrect size ring liner when using a metal casting ring.
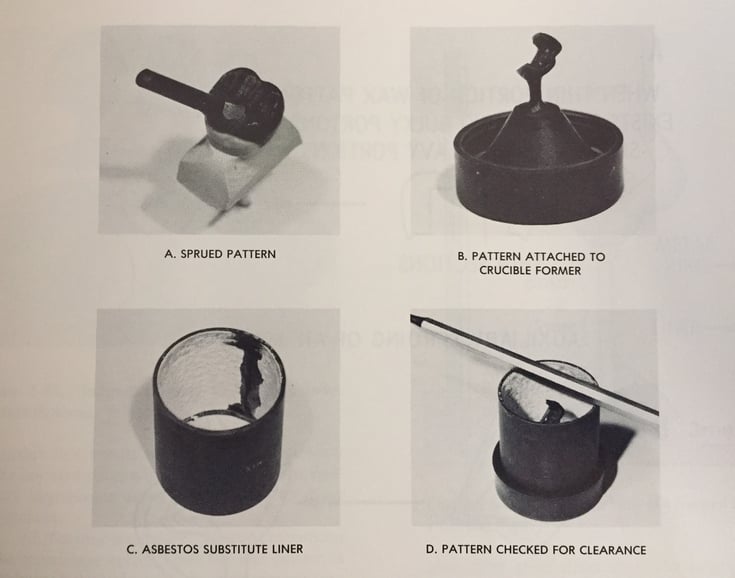
How to avoid it: Keep the liner 3mm short of the top of the ring. This allows for an area of investment to contact the top of the ring, so the investment won’t slide out after burnout and during its move from the burnout oven to the casting machine. When used for investing, the burned out ring liner allows for expansion and creates a small gap between the investment and ring. Care should be taken to ensure intimate contact between the ring to avoid gaps that can trap air at the time of investing. This can also cause casting issues. Tack the liner down with sticky wax to secure its placement.
Pitfall: Using a dirty crucible former.
How to avoid it: Make sure the crucible former is clean and free of any previous investment. This is especially true in the center hole. Just a few investment particles can linger behind and in some cases migrate into the restoration during the casting process. Air can also be trapped in the center hole when it is not completely filled with wax, and that can create voids in the casting.
The bottom line is that it is important that when you are investing, follow the recommended protocol to avoid these issues and to ensure complete, void-free and smooth castings.
Photo Credit: AFP162-6, Volume III






Leave a comment