


 Open any of the dental technical periodicals and you will see ad upon ad for Zirconia materials. With many choices available it can be hard to make good decisions on materials for production.
Open any of the dental technical periodicals and you will see ad upon ad for Zirconia materials. With many choices available it can be hard to make good decisions on materials for production.
We might think that they are all alike and therefore make a choice based on price which would make the per/unit costs go down and we would expect to see an increase our profit margin. Remember however that there is no regulation on the production of the zirconia disc, only on the material of which it is composed. So you may be at risk based on your decision to follow price and a manufacturer’s process. Although Zirconia is available from several sources; arguably TOSOH in Japan manufactures the best raw material on the market, so start with a disc manufacturer that uses the best raw products.
The production of the disc now begins with at the minimum, a three step process:
Step one is a great press and dies. The dies should be perfectly manufactured and polished by the machine shop and the initial Axial Press where they are used should produce at least 30,000psi while creating the step one disc.
Step two in the minimum process, is taking the stamped disc and partially sintering the zirconia (generally somewhere around 900-1000 degrees centigrade). This adds rigidity to the material and will aid in its ability to be milled without fracture or chipping.
Step three is packaging and shipping to the end user.
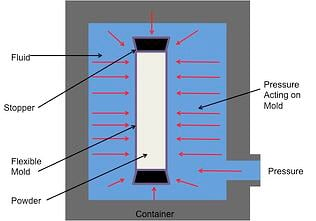
For many low cost manufacturers’ this is the complete process, but you will notice that there is no Isostatic pressing in this production model. So let’s explain this additional process and its importance to you as the end user of the Zirconia disc. Cold Isostatic Pressing (CIP) “Transmits pressure uniformly in all directions to compact metal, plastic, composite or ceramic powders enclosed in a flexible, sealed container and immersed in a pressure vessel filled with water at ambient temperature.”(1)
CIP then creates an evenly compressed material. In the Axial Press, the pressure to create the disc comes unidirectional or from one direction; down. This will leave areas within the disc with less compaction, specifically the interior of the disc. The outer edges and the top and bottom which were forced against the die have a greater compaction. When the same disc is placed in the CIP, the dimension from top to bottom of the disc changes very little, however the dimension of the disc from side to side does. This lack of consistent density is also in the end users milled parts if they are using a disc which is Axial but not CIP pressed. This can cause changes in the ‘shrinkage’ rate of the zirconia for each part milled from a different portion of the disc. The CIP step overcomes that problem of density inconsistency.
Remember that when we are speaking of shrinkage, we are discussing two separate disc shrinkage opportunities. First is the shrinkage at the time of the pre-sinter done by the manufacturer, and second is the shrinkage at the time of the final sinter after you have milled the part. You can see that an inconsistently dense material, when contained in the structure of a bridge span, may shrink at different rates along the span causing a misfit in your final structure.
Many would look at the Sintering oven as the culprit, perhaps thinking that there were issues with temperature variations or cold spots or door design; when the problem began with their choice of disc manufacturer and the process with which the disc was manufactured!
A well manufactured Zirconia disc, puck or block will have a six step process:
-
Best Zirconia available.
-
Great axial press and dies, minimum 30,000psi
-
Cold Isostatic Press of the axial pressed disc
-
Partial Sintering (900-1000C) for stability during milling
-
Milled to exact dimensions for end user milling machine to accept
-
Packaged and shipped to end user
Don’t be taken in by the pricing alone in your decision to purchase Zirconia products. Check out the company and ask the processing questions for a well manufactured Zirconia disc. If they do not know the answers, they may not be the ones to trust.









Leave a comment